Last week I ordered the printed circuit boards (PCBs) for v2.2 of the stepped attenuator. There are numerous improvements in the v2.2 version compared to the v2.1 version. Some of the improvements include:
Panel Power, the PCB for the front panel power switch:
Panel Source, the PCB for the front panel source selector switches:
Control, the PCB with the Bluetooth radio module (with micro-controller) and stepper motor driver:
Change ladder step selection logic to reduce connections to the ladder from 18 to 12;
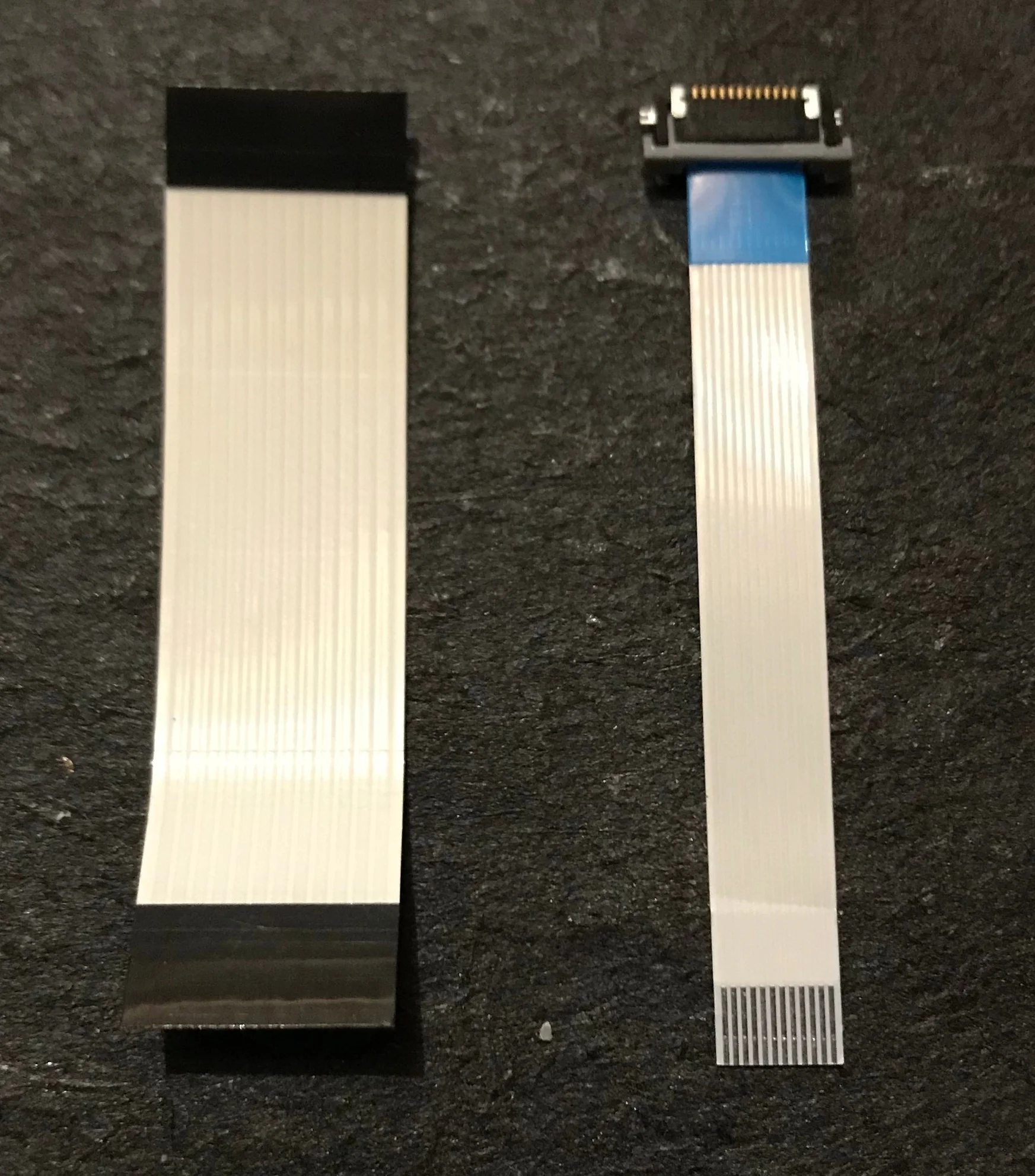
Modify the board to use the improved vacuum chamber cable feed through;
Change motor driver IC to Trinamic with called StealthChop mode;
Add light sensor so the brightness of the power LED is tailored to the room light level. This is only used for the “Headless” version as shown in the DÆ Passive Preamp v2.1 ;
Front Connector Plate, the PCB used to connect the flex cable from the Control PCB to the ladder boards:
Add absolute pressure sensor so that the vacuum level can be monitored from the inside of the vacuum chamber. This reduces the potential for vacuum leaks by eliminating the number of external vacuum connections;
Add voltage regulator for absolute pressure sensor for improved accuracy;
Improved grounding and shielding to reduce noise;
Round corners of the board to reduce chances of resiliently mounted boards touching the vacuum chamber walls;
Added holes for retaining bolts to hold the Front Connector Plate, Ladder sections and Source PCBs together for enhanced reliability;
Ladder, the PCB that implements that actual ladder sections. There are two flavors called even and odd that used in an alternating pattern to implement the ladder:
Reduce the number of board-to-board connector positions from 18 to 12;
Simplify schematic slightly reducing the number of components;
Improved grounding and shielding to reduce noise;
Round corners of the board to reduce chances of resiliently mounted boards touching the vacuum chamber walls;
Added holes for retaining bolts to hold the Front Connector Plate, Ladder sections and Source PCBs together for enhanced reliability;
Source, the PCB is used to select the source (PH = phone, CD, A1, A2):
Reduce the number of board-to-board connector positions from 18 to 12;
Simplify the schematic to use standard logic gates instead of a programmable device (CPLD);
Simplify schematic slightly reducing the number of components;
Improved grounding and shielding to reduce noise;
Round corners of the board to reduce chances of resiliently mounted boards touching the vacuum chamber walls;
Added holes for retaining bolts to hold the Front Connector Plate, Ladder sections and Source PCBs together for enhanced reliability;
Rear RCA Connector, the PCB that has the rear RCA connectors:
Reduce the number of flex cable size from 18 to 12 positions;
Modify the board to use the improved vacuum chamber cable feed through;
Add ground pins to improve grounding by connecting the rear RCA connector PCB to the rear aluminum end plate of the aluminum/glass version of the vacuum chamber. This will also ground the front aluminum end plate because the fasteners electrically connect the front and rear aluminum end plates.
So only a minor update from v2.1 to v2.2.